
על פי הוראת ה-RoHS של האיחוד האירופי (הדירקטיבה של הפרלמנט האירופי ומועצת האיחוד האירופי על הגבלת השימוש בחומרים מסוכנים בציוד חשמלי ואלקטרוני), ההנחיה מחייבת את האיסור בשוק האיחוד האירופי למכור אלקטרוני ציוד חשמלי המכיל שישה חומרים מסוכנים כגון עופרת כתהליך נטול עופרת "ייצור ירוק", שהפך למגמת פיתוח בלתי הפיכה מאז 1 ביולי 2006.
עברו יותר משנתיים מאז החל תהליך נטול העופרת משלב ההכנה.יצרני מוצרים אלקטרוניים רבים בסין צברו ניסיון רב ערך במעבר הפעיל מהלחמה נטולת עופרת להלחמה נטולת עופרת.כעת, כשהתהליך נטול העופרת נעשה בוגר יותר ויותר, מוקד העבודה של רוב היצרנים השתנה מעצם היכולת ליישם ייצור נטול עופרת לאופן בו ניתן לשפר באופן מקיף את רמת ההלחמה נטולת העופרת מהיבטים שונים כגון ציוד , חומרים, איכות, תהליך וצריכת אנרגיה..
תהליך ההלחמה החוזרת נטולת עופרת הוא תהליך ההלחמה החשוב ביותר בטכנולוגיית הרכבה על פני השטח הנוכחית.נעשה בו שימוש נרחב בתעשיות רבות כולל טלפונים ניידים, מחשבים, אלקטרוניקה לרכב, מעגלי בקרה ותקשורת.יותר ויותר מכשירים מקוריים אלקטרוניים מומרים מחור דרך לתלייה על פני השטח, והלחמה חוזרת מחליפה הלחמת גלים בטווח ניכר היא מגמה ברורה בתעשיית ההלחמה.
אז איזה תפקיד ימלא ציוד ההלחמה מחדש בתהליך ה-SMT נטול העופרת הבוגר יותר ויותר?בואו נסתכל על זה מנקודת המבט של כל קו הרכבת השטח של SMT:
כל קו הרכבת השטח SMT מורכב בדרך כלל משלושה חלקים: מדפסת מסך, מכונת מיקום ותנור זרימה חוזרת.עבור מכונות השמה, בהשוואה ללא עופרת, אין דרישה חדשה לציוד עצמו;עבור מכונת הדפסת המסך, בשל ההבדל הקל בתכונות הפיזיקליות של משחת הלחמה נטולת עופרת ועופרת, מוצעות כמה דרישות שיפור לציוד עצמו, אך אין שינוי איכותי;האתגר של לחץ נטול עופרת הוא בדיוק בתנור הזרימה החוזרת.
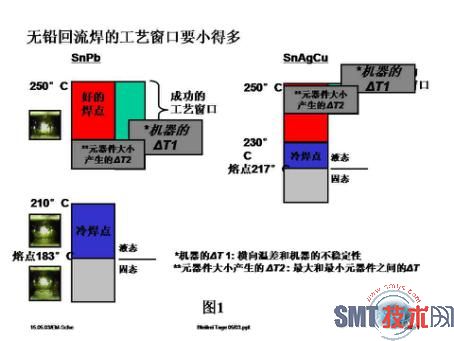
כפי שכולכם יודעים, נקודת ההיתוך של משחת הלחמת עופרת (Sn63Pb37) היא 183 מעלות.אם אתה רוצה ליצור מפרק הלחמה טוב, עליך להיות בעל עובי של 0.5-3.5um של תרכובות בין-מתכתיות במהלך הלחמה.טמפרטורת היווצרות של תרכובות בין-מתכתיות היא 10-15 מעלות מעל נקודת ההיתוך, שהיא 195-200 עבור הלחמת עופרת.תוֹאַר.הטמפרטורה המקסימלית של הרכיבים האלקטרוניים המקוריים בלוח המעגל היא בדרך כלל 240 מעלות.לכן, עבור הלחמת עופרת, חלון תהליך ההלחמה האידיאלי הוא 195-240 מעלות.
הלחמה נטולת עופרת הביאה לשינויים גדולים בתהליך ההלחמה מכיוון שנקודת ההיתוך של משחת ההלחמה נטולת העופרת השתנתה.משחת ההלחמה נטולת העופרת הנפוצה כיום היא Sn96Ag0.5Cu3.5 עם נקודת התכה של 217-221 מעלות.הלחמה טובה נטולת עופרת חייבת ליצור גם תרכובות בין-מתכתיות בעובי של 0.5-3.5um.טמפרטורת היווצרות של תרכובות בין-מתכתיות היא גם 10-15 מעלות מעל נקודת ההיתוך, שהיא 230-235 מעלות להלחמה נטולת עופרת.מכיוון שהטמפרטורה המקסימלית של הלחמות אלקטרוניות נטולות עופרת אינה משתנה, חלון תהליך ההלחמה האידיאלי להלחמה נטולת עופרת הוא 230-240 מעלות.
ההפחתה הדרסטית של חלון התהליך הביאה אתגרים גדולים להבטחת איכות הריתוך, והביאה גם דרישות גבוהות יותר ליציבות ואמינות של ציוד הלחמה נטול עופרת.בשל הפרש הטמפרטורות לרוחב בציוד עצמו, וההבדל בקיבולת התרמית של הרכיבים האלקטרוניים המקוריים במהלך תהליך החימום, טווח חלון תהליך טמפרטורת ההלחמה שניתן לכוונן בבקרת תהליך ההלחמה מחדש ללא עופרת הופך קטן מאוד .זהו הקושי האמיתי של הלחמה חוזרת נטולת עופרת.ההשוואה הספציפית של חלון הלחמה מחדש ללא עופרת וללא עופרת מוצגת באיור 1.
לסיכום, תנור הזרימה מחדש ממלא תפקיד חיוני באיכות המוצר הסופי מנקודת המבט של כל התהליך נטול העופרת.עם זאת, מבחינת ההשקעה בכל קו הייצור של SMT, ההשקעה בתנורי הלחמה נטולי עופרת מהווה לרוב רק 10-25% מההשקעה בקו ה-SMT כולו.זו הסיבה שיצרני אלקטרוניקה רבים החליפו מיד את תנורי הזרימה המקוריים שלהם בתנורי זרימה חוזרים באיכות גבוהה יותר לאחר המעבר לייצור נטול עופרת.
זמן פרסום: 10 באוגוסט 2020